- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Oțel de carbon pentru tăiere cu laser: abordarea provocărilor și soluțiilor comune
2025-02-20
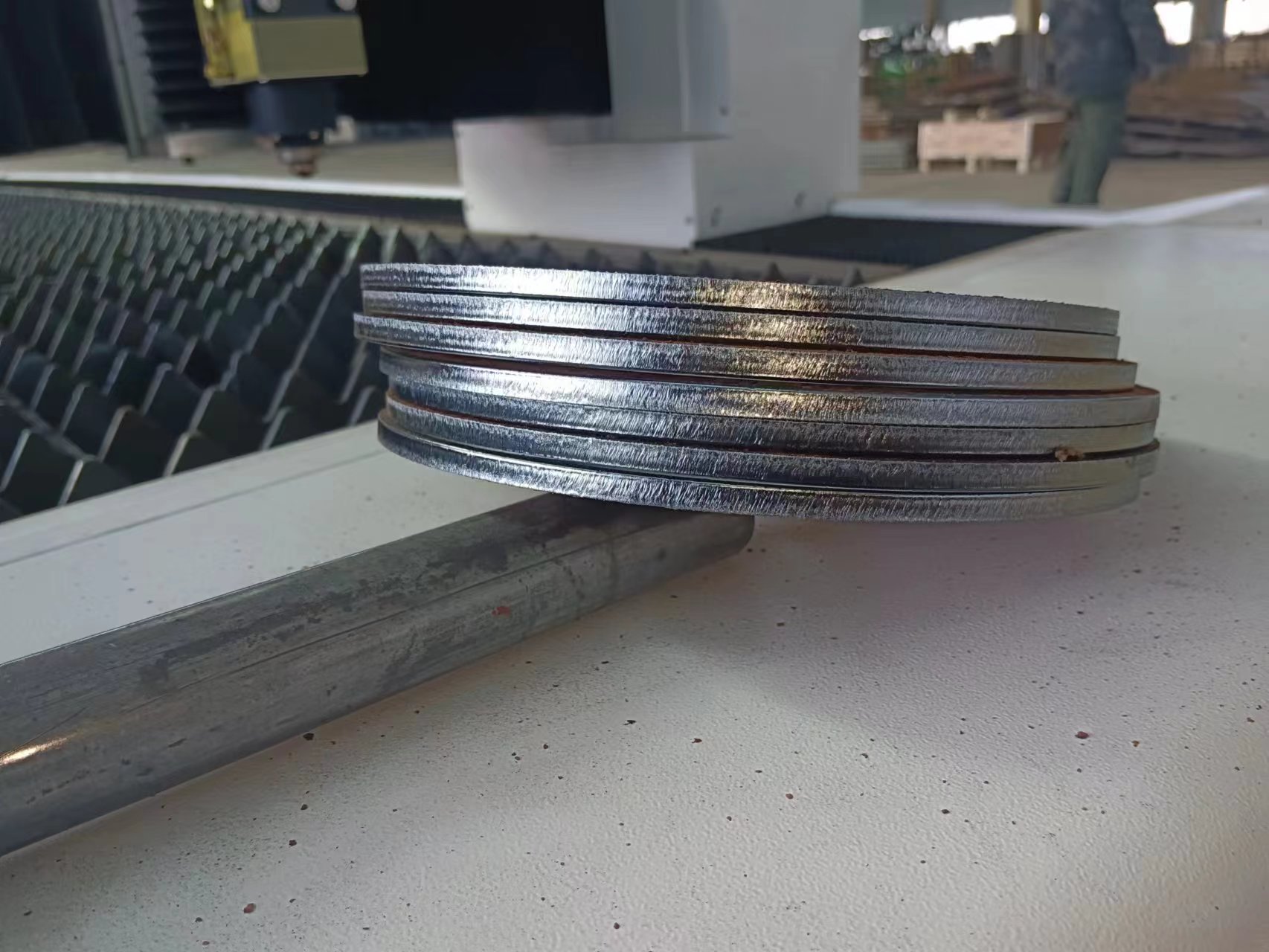
1. striații, suprafață aspră și drosuri în partea de jos
Motive:
Presiunea excesivă a gazului: presiunea ridicată a gazului poate afecta calitatea tăierii, ceea ce duce la o suprafață aspră și chiar la formarea dross.
Viteza de tăiere lentă: o viteză de tăiere lentă face ca fasciculul laser să rămână în contact cu suprafața metalică prea mult timp, ceea ce duce la o concentrație excesivă de căldură în zona de tăiere și formarea dross în partea de jos.
Concentrați -vă prea mare: un punct de focalizare înalt setat în mod necorespunzător provoacă distribuția inegală a energiei cu laser, rezultând o suprafață aspră și acumularea de tracțiune în partea de jos.
Soluţie:
Reduceți presiunea gazului: Reglați presiunea gazului pentru a preveni presiunea excesivă care poate duce la suprafețe dure.
Creșteți viteza de tăiere: Creșteți viteza de tăiere pentru a vă asigura că fasciculul laser trece rapid prin material, prevenind supraîncălzirea.
Reduceți punctul de focalizare: scădeți punctul de focalizare pentru a vă asigura că energia laser este concentrată pe locația optimă de tăiere, minimizând zonele afectate de căldură și îmbunătățirea calității tăierii.

2..
Motive:
Concentrați -vă prea mare: Când punctul de focalizare este prea mare, energia laser este concentrată pe suprafață, ceea ce duce la supraîncălzire și provocarea marginilor arse și îngălbenirea.
Presiunea excesivă a gazului: presiunea ridicată a gazului poate determina ca fasciculul laser să lovească materialul în unghiul greșit, ceea ce duce la supraîncălzire sau oxidare, ceea ce duce la îngălbește.
Putere excesivă laser: Puterea laser ridicată poate încălzi excesiv suprafața materialului, provocând arsuri sau decolorare.
Soluţie:
Reduceți punctul de focalizare: reglați focalizarea pentru a vă asigura că energia laser este concentrată precis pe punctul de tăiere, prevenind supraîncălzirea.
Reduceți presiunea gazului: scăderea presiunii gazului poate ajuta la evitarea fluxului de aer excesiv care perturbă procesul de tăiere și reduce oxidarea.
Reduceți diametrul duzei: prin reducerea diametrului duzei, fluxul de gaz este concentrat, ceea ce ajută la prevenirea dispersiei căldurii și reduce apariția marginilor arse.
Reduceți puterea laserului: scădeți puterea laserului pentru a evita încălzirea excesivă a suprafeței materialului, reducând riscul de margini arse sau îngălbenire.

3.. Calitate bună de tăiere în partea de sus, scurgeți în partea de jos
Motive:
Concentrați -vă prea sus: un punct de focalizare ridicat duce la o penetrare insuficientă a fasciculului laser, rezultând o tăietură necurată în partea de jos și formarea de dross.
Presiune scăzută a gazului: presiunea insuficientă a gazului nu reușește să îndepărteze eficient zgura topită, provocând drosuri în partea de jos.
Viteza de tăiere prea rapidă: o viteză de tăiere rapidă are ca rezultat ca fasciculul laser să petreacă prea puțin timp pe material, prevenind aplicarea suficientă a căldurii, provocând topirea incompletă în partea de jos și formarea de dross.
Soluţie:
Reduceți viteza de tăiere: scădeți viteza de tăiere pentru a permite fasciculului laser să rămână pe material o perioadă mai lungă, asigurând îndepărtarea suficientă a zgurii.
Reduceți punctul de focalizare: reglați focalizarea pentru a vă asigura că fasciculul laser pătrunde mai eficient în material și îmbunătățește calitatea tăierii în partea de jos.
Creșterea presiunii gazelor: creșterea presiunii gazelor pentru a ajuta la expulzarea zgurii topite, împiedicând acumularea acesteia în partea de jos.
Problemele comune întâlnite în timpul tăierii cu laser a oțelului de carbon pot fi de obicei rezolvate prin reglarea parametrilor de tăiere, cum ar fi presiunea gazului, punctul de focalizare și viteza de tăiere, precum și optimizarea configurației echipamentului. Prin reglarea fină a acestor parametri, calitatea tăierii poate fi îmbunătățită, defectele de suprafață minimizate și eficiența generală a producției s-a îmbunătățit. Companiile angajate în tăierea cu laser ar trebui să selecteze setări adecvate pe baza caracteristicilor materialelor și a cerințelor de proces specifice pentru a obține rezultate optime de tăiere.
Pentru mai multe informații despre tehnologia de tăiere laser sau pentru a rezolva probleme specifice, vă rugăm să contactați echipa noastră de asistență tehnică. Ne -am angajat să vă oferim cea mai bună asistență.
Informații de contact:
Huawei Laser
E -mail: huaweilaser2017@163.com
Site web: www.huawei-laser.com